คู่มือแก๊สโคมัตสุ A 969-95-24320 สำหรับวัสดุสิ้นเปลืองเครื่องตัดพลาสม่าโคมัส เราเป็นผู้ผลิตมืออาชีพของเครื่องตัดพลาสม่า
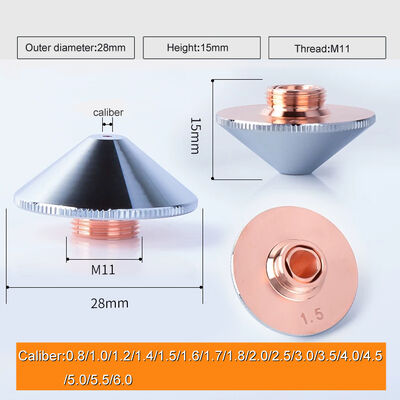
1. สามารถจัดหารูปแบบต่าง ๆ ของพลาสม่าวัสดุสิ้นเปลืองอิเล็กโทรด, หัวฉีด, โล่, แหวนหมุน, หมวกด้านใน, หมวกรักษา, ท่อน้ำ, ร่างกายไฟฉาย, เช่น HT4400, HPR400XD, HPR260XD, HPR130XD, HPR260, HPR130, HSD130, HD4070, HT2000, MAX200, POWERMAX1650, POWERMAX1250, POWERMAX65, POWERMAX85, POWERMAX45, POWERMAX30 และอื่น ๆ
2. สามารถทำตามความต้องการของลูกค้า เกือบทุกส่วนมีสต็อกจำนวนมาก
3. การควบคุมคุณภาพอย่างเข้มงวด ผลิตภัณฑ์ของเราดำเนินการโดยใช้เครื่อง CNC เรามีสิบห้าชุดของอุปกรณ์ทดสอบความแม่นยำสูงและแปดสิบแปดคนงานที่มีประสบการณ์
4. ยินดีที่จะติดต่อเรา คุณสามารถส่งอีเมล Skype, WhatSapp, Wechat หรือโทรหาเรา
5. บรรจุด้านนอก: กล่องส่งออกมาตรฐาน
6. มีคำถามใด ๆ , กรุณาอย่าลังเลที่จะแจ้งให้เราทราบ
ความพึงพอใจของลูกค้า ถ้าคุณกังวลเกี่ยวกับคุณภาพของผลิตภัณฑ์ของเราฉันสามารถให้ตัวอย่างในการทดสอบโดยฟรี โปรดอย่าลังเลที่จะติดต่อเราหากคุณมีคำถามหรือข้อสงสัยก่อนหรือหลังการซื้อของคุณ เรามุ่งมั่นเพื่อความพึงพอใจ 100% ของคุณ
การจัดส่งสินค้าและการส่ง 1. DHL เป็นวิธีการจัดส่งที่เราต้องการ ในขณะเดียวกันทีเอ็นที, EMS, Fedex, UPS ที่มีอยู่
2. ตรวจสอบให้แน่ใจว่าได้ออกจากหมายเลขโทรศัพท์เมื่อกรอกข้อมูลผู้ซื้อของคุณ
3. คุณสามารถตรวจสอบสินค้าในระหว่างการขนส่งผ่านการติดตามไม่มีของ
คืนเงิน (Echange เท่านั้น) 1. ถ้าคุณไม่พอใจกับการซื้อของคุณคุณสามารถเปลี่ยนรายการที่ได้รับ คุณต้องติดต่อเราภายใน 5 วันหลังจากได้รับ
ของการสั่งซื้อของคุณ และคุณควรชำระค่าธรรมเนียมการจัดส่งเพิ่มเติมที่เกิดขึ้นและรายการที่ส่งคืนควรเก็บไว้ในต้นฉบับ
สถานะ.
2. ถ้าคุณต้องการที่จะเปลี่ยนสินค้าชำรุดหรือไม่ถูกต้องจัดส่งสินค้ากรุณาติดต่อเราภายใน 5 วันหลังจากได้รับสินค้า
หมายเหตุ 1. ผู้ซื้อเป็นผู้รับผิดชอบสำหรับการประกันใด ๆ ที่คุณคิดว่าจำเป็น
2. เวลาประมวลผลสำหรับคำสั่งซื้อเฉพาะนั้นแตกต่างกันไปตามประเภทผลิตภัณฑ์และสถานะสต็อค ส่วนใหญ่เวลาในการประมวลผลอาจเป็น 3 ถึง 15 วันทำการ
ผลตอบรับ 1. ตั้งแต่ข้อเสนอแนะของคุณเป็นสิ่งสำคัญมากในการพัฒนาธุรกิจของเราเราขอแสดงความนับถือเชิญคุณที่จะออกความคิดเห็นในเชิงบวกสำหรับเราถ้า
คุณพอใจกับผลิตภัณฑ์และบริการของเรา จะใช้เวลา 1 นาที
2. กรุณาติดต่อเราก่อนที่จะออกความคิดเห็นเชิงลบหรือเป็นกลางใด ๆ เราจะทำงานร่วมกับคุณเพื่อแก้ปัญหาใด ๆ ขอขอบคุณ!
| เครื่อง | เลขที่ HEC | เลขที่อ้างอิง | ลักษณะ |
| 30KW | L41470 | 969-95-24470 | ด้านนอกหมวก |
| L21750 | 969-95-24750 | ฝาครอบโล่ (<t6mm) |
| L21810 | 969-95-24810 | ฝาครอบโล่ (> t6mm) |
| L31141 | 969-95-24141 | แหวน |
| L11130 | 969-95-24130 | หัวฉีด 1.3 มม |
| L11190 | 969-95-24180 | หัวฉีด 1.1 มม |
| L11180 | 969-95-24190 | หัวฉีด 0.8 มม |
| L11770 | 969-95-24770 | หัวฉีด 0.6 มม |
| L71320 | 969-95-24320 | Guide A (หัวฉีด 1,3,1,1 มม.) |
| L71780 | 969-95-24780 | Guide B (หัวฉีด 0.8,0.6 มม.) |
| L01310 | 969-95-24310 | ขั้วไฟฟ้า |
| L91410 | 969-95-24410 | ชิมสำหรับฝาครอบด้านนอก |
| L91162 | 969-94-24162 | ท่อตรงกลาง |
| L91163 | 969-94-24163 | ท่อตรงกลาง |
| L81311 | 969-94-24311 | ชุดบอดี้ไฟฉาย |
| L81312 | 969-94-24312 | ชุดบอดี้ไฟฉาย |
| L90990 | 969-95-10990 | น้ำเย็น |
| L01910 | 969-95-24910 | ขั้วไฟฟ้า |
| L11920 | 969-95-24920 | หัวฉีด 1.6 |
| L11930 | 969-95-24930 | หัวฉีด 1.4 |
| L21950 | 969-95-24950 | หมวกโล่ 1.6 |
| L21960 | 969-95-24960 | ฝาครอบโล่ 1.4 |
| | | |
การสนับสนุนทางเทคนิค:
ปัญหาที่พบบ่อยในการประยุกต์ใช้เครื่องตัดพลาสม่า
พลาสม่าตัดเสถียรภาพไฟฟ้าอาร์คส่งผลกระทบโดยตรงต่อคุณภาพการตัดพลาสม่าอาร์คปรากฏการณ์ที่ไม่เสถียรนำไปสู่แผลไม่สม่ำเสมอผลิตภัณฑ์ของข้อบกพร่องมะเร็งผิวหนังยังอาจนำไปสู่การลดลงของระบบควบคุมของส่วนประกอบชีวิตที่เกี่ยวข้อง ในมุมมองของปรากฏการณ์นี้วิเคราะห์และเสนอแนวทางแก้ไข
1 แรงดันต่ำ
"การทำงานของเครื่องตัดพลาสม่าเช่นความดันงานต่ำกว่าข้อกำหนดที่ต้องการความดันซึ่งหมายถึงการลดลงของเจ็ทพลาสม่าอาร์คอัตราการไหลของอากาศเข้าน้อยกว่าค่าที่ระบุรูปแบบของพลังงานสูงและความเร็วสูงพลาสม่า คุณภาพของแผลที่ไม่ดี, ตัดผ่าน, แผลที่เกิดจากปรากฏการณ์ของผลิตภัณฑ์เนื้องอก, ความดันไม่เพียงพอเหตุผลคือ: อินพุตเครื่องอัดอากาศ, เครื่องตัด, เครื่องปรับลมแรงดันต่ำ, น้ำมันวาล์วแม่เหล็กไฟฟ้า, เส้นทางก๊าซถูกบดบัง ฯลฯ
"การแก้ปัญหาคือก่อนที่จะใช้ในการสังเกตการแสดงผลความดันอากาศคอมเพรสเซอร์ถ้าไม่ตรงตามความต้องการปรับความดันหรือการบำรุงรักษาของเครื่องอัดอากาศถ้าแรงดันอินพุตได้ถึงความต้องการควรปรับตรวจสอบความดันบรรเทากรองอากาศอย่างถูกต้อง วาล์ว, มาตรวัดแสดงผลสามารถตอบสนองความต้องการตัดมิฉะนั้นจัดการกับเครื่องกรองบรรเทาความดันวาล์วสำหรับการบำรุงรักษาปกติให้แน่ใจว่าอากาศแห้งไม่มีน้ำมันถ้าอินพุตอาจทำให้คุณภาพอากาศไม่ดี, โซลินอยวาล์วน้ำมัน, วาล์วเปิดวาล์ว พอร์ตไม่เปิดอย่างเต็มที่นอกจากนี้ความดันหัวฉีดไฟฉายต่ำเกินไปยังต้องเปลี่ยนวาล์วโซลินอยด์ส่วนของถนนที่มีสาเหตุมาจากแรงดันของแก๊สมีสาเหตุมาจากความดันต่ำเกินไป
2 แรงดันสูง
"ถ้าแรงดันอากาศอินพุตเกินกว่า 0.45MPa หลังจากการก่อตัวของอาร์คพลาสม่าการไหลของอากาศขนาดใหญ่จะระเบิดคอลัมน์อาร์คเข้มข้นพลังงานของการกระจายตัวของอาร์คอาร์คลดความเข้มในการตัดอาร์คพลาสม่า เหตุผลคือ: เครื่องปรับอากาศอินพุตที่ไม่เหมาะสม, เครื่องปรับลมกรองอากาศสูงเกินไปหรือความล้มเหลวของวาล์วกรองอากาศ
วิธีการแก้ปัญหาคือการตรวจสอบว่าปรับความดันของเครื่องอัดอากาศถูกต้องหรือไม่วาล์วลดแรงดันของเครื่องอัดอากาศและตัวกรองอากาศนั้นทำงานผิดปกติ หลังจากเริ่มต้นเช่นสวิตช์หมุนปรับความดันบรรเทาวาล์วกรองอากาศหมุนมาตรวัดไม่เปลี่ยนแปลงแสดงว่าตัวกรองอากาศบรรเทาความดันวาล์วความล้มเหลวจะต้องเปลี่ยน
หัวตัดไฟฉาย 3 และอิเล็กโทรด
"เนื่องจากการติดตั้งหัวฉีดไม่ถูกต้องเช่นเกลียวไม่แน่นอุปกรณ์ของการปรับบิตที่ไม่เหมาะสมแต่ละบล็อกต้องใช้น้ำระบายความร้อนของไฟฉายในที่ทำงานไม่เป็นไปตามข้อกำหนดของการส่งผ่านเข้าไปในการไหลของน้ำหล่อเย็นและโค้งบ่อย จะทำให้เกิดความล้มเหลวก่อนวัยอันควรของหัวฉีด
"การแก้ปัญหาคือตามความต้องการของเทคโนโลยีของการตัดชิ้นงานและการปรับที่ถูกต้องของเกียร์อุปกรณ์ตรวจสอบหัวฉีดไฟฉายติดตั้งอย่างแน่นหนาคือผ่านหัวฉีดน้ำหล่อเย็นควรจะทำล่วงหน้าในการไหลเวียนของน้ำหล่อเย็นขึ้นเมื่อ การปรับการตัดไฟฉายและการปรับความหนาชิ้นงานตามระยะทางของชิ้นงาน
4 แรงดันไฟฟ้ากระแสสลับ AC ต่ำเกินไป
เครื่องตัดพลาสม่าโดยใช้เว็บไซต์มีสิ่งอำนวยความสะดวกการใช้พลังงานขนาดใหญ่เครื่องตัดส่วนประกอบวงจรหลักภายใน ฯลฯ จะทำให้แรงดันไฟฟ้า AC อินพุตต่ำเกินไป
การแก้ปัญหาคือการตรวจสอบว่ามีความจุเพียงพอของการเข้าถึงเครื่องตัดพลาสม่าไปยังตารางพลังงานหรือไม่ข้อมูลจำเพาะของสายไฟสอดคล้องกับข้อกำหนด ตำแหน่งการติดตั้งเครื่องตัดพลาสม่าควรอยู่ห่างจากอุปกรณ์ไฟฟ้าขนาดใหญ่และมักจะมีสถานที่รบกวนทางไฟฟ้า การใช้กระบวนการในการทำความสะอาดสิ่งสกปรกและฝุ่นเป็นประจำส่วนประกอบของเครื่องตัด, ตรวจสอบสายไฟที่มีอายุมากขึ้น
5 สัมผัสกับพื้นไม่ดี
"พื้นดินคือการเตรียมการที่สำคัญก่อนตัดงานก. โดยไม่ต้องใช้เครื่องมือกราวด์พิเศษฉนวนพื้นผิวชิ้นงานและพื้นดินที่มีอายุมากในระยะยาวจะทำให้พื้นผิวสัมผัสไม่ดี
ควรใช้เครื่องมือสายดินพิเศษและตรวจสอบว่าผลฉนวนของพื้นดินสัมผัสกับพื้นผิวชิ้นงานหลีกเลี่ยงพื้นอายุ

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!