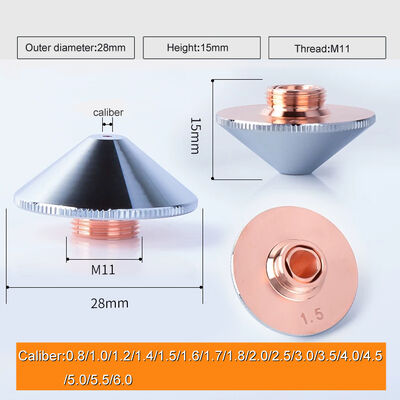
Kjellberg Hifocus Swril Gas Cap. 11.848.201.1540 G4040 สำหรับเครื่องตัดพลาสม่า หัวฉีด: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R209, S20, S20, X, S25, XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXa S012X, S2112X, S2114X, S2116X, T2115, T2120, T1225, T2130, G21, G21, G21, G2110Y, G2010Y, G2011Y, G2011Y, G2110Y, G2110Y, G2110Y, G2110Y, G1810Y G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y
ในปีที่ผ่านมาเรามีการขายในหลายประเทศและภูมิภาคในยุโรปและเอเชียและได้รับชื่อเสียงที่ดีอย่างกว้างขวางด้วยคุณภาพที่ดีเยี่ยม เพื่อตอบสนองความต้องการของลูกค้าและปรับปรุงคุณภาพผลิตภัณฑ์ บริษัท ของเราได้ตระหนักถึงการผลิตเชิงตัวเลขการควบคุมเครื่องจักรกลอัตโนมัติและมุ่งมั่นที่จะผลิตผลิตภัณฑ์ที่มีคุณภาพดีที่สุด บริษัท ของเรา adopts โหมดการจัดการที่ทันสมัยและอุทิศตัวเองเพื่อการออกแบบที่มีประสิทธิภาพสูงใหม่และการผลิตอุปกรณ์การเชื่อมและการตัดด้วยนวัตกรรมอย่างต่อเนื่องข้อดีเทคนิคเทคนิคพนักงานของเราทุกคนมุ่งมั่นที่จะตระหนักถึงเป้าหมายของ "สร้างแบรนด์จีน ด้วยจิตวิญญาณของ "ความซื่อสัตย์และในทางปฏิบัติทำให้เป็นผู้บุกเบิกความพยายามและแสวงหาความสมบูรณ์แบบด้วยความเพียร"
| เครื่อง | เลขที่ HEC | ไม่มีเลย | เลขที่อ้างอิง | ลักษณะ |
Hifocus 280i
Hifocus 360i
Hifocus 440i
(สแตนเลส)
| K94231 | G971 | .11.848.211.142 | ท่อระบายความร้อน |
| K0424 | G044 | 11.848.211.530 | แคโทด |
| K0422 | G042 | .11.848.211.510 | แคโทด ArH2 |
| K7441 | G101 | .11.848.221.145 | คู่มือแก๊ส |
| K14610 | G2010 | .11.848.221.410 | หัวฉีด O2 80A |
| K541208 | G3008 | .11.848.201.1608 | หมวกหัวฉีด |
| K541218 | G3018 | .11.848.201.1618 | หมวกหัวฉีด |
| K641522 | G4022 | .11.848.201.1522 | ฝาครอบหมุนวนแก๊ส |
| K641525 | G4025 | .11.848.201.1525 | ฝาครอบหมุนวนแก๊ส |
| K0432 | G052 | .11.848.311.510 | แคโทด |
| K7445 | G105 | .11.848.221.149 | คู่มือแก๊ส |
| K141016 | G2516 | .11.848.311.616 | จมูกวัว |
| K641830 | G4530 | .11.848.311.1530 | ฝาครอบหมุนวนแก๊ส |
| K44191 | G501 | .11.848.201.081 | ฝาครอบป้องกัน |
| K04261 | G071 | .11.848.411.500 | แคโทด ArH2 |
| K74255 | G125 | .11.848.421.149 | คู่มือแก๊ส |
| K141125 | G2725 | .11.848.411.625 | หัวฉีด ArH2 |
| K141127 | G2727 | .11.848.411.627 | หัวฉีด ArH2 |
| K141129 | G2729 | .11.848.411.629 | หัวฉีด ArH2 |
| K541409 | G3209 | .11.848.401.1609 | หมวกหัวฉีด |
| K541419 | G3219 | .11.848.401.1619 | หมวกหัวฉีด |
| K541429 | G3229 | .11.848.401.1629 | หมวกหัวฉีด |
| K541449 | G3249 | .11.848.401.1649 | หมวกหัวฉีด |
| K641735 | G4330 | .11.848.401.1530 | ฝาครอบหมุนวนแก๊ส |
| K641745 | G4335 | .11.848.401.1535 | ฝาครอบหมุนวนแก๊ส |
| K641740 | G4340 | .11.848.401.1540 | ฝาครอบหมุนวนแก๊ส |
| K641745 | G4345 | .11.848.401.1545 | ฝาครอบหมุนวนแก๊ส |
| K641750 | G4350 | .11.848.401.1550 | ฝาครอบหมุนวนแก๊ส |
| K641755 | G4355 | .11.848.401.1555 | ฝาครอบหมุนวนแก๊ส |
| K44201 | G521 | .11.848.401.081 | ฝาครอบป้องกัน |
| K94211 | G901Y | .11.848.201.142 | ท่อน้ำ |
| K94212 | G902Y | .11.852.201.142 | ท่อน้ำ |
| K94241 | G931Y | .11.848.401.142 | ท่อน้ำ |
การสนับสนุนทางเทคนิค:
การตัดพลาสม่า เป็นกระบวนการที่ตัดผ่านวัสดุที่เป็นตัวนำไฟฟ้าโดยใช้เจ็ทพลาสม่าเร่งร้อน วัสดุทั่วไปที่ถูกตัดโดยกระบวนการนี้รวมถึงเหล็กอลูมิเนียม ทองเหลือง และทองแดงแม้ว่าโลหะที่เป็นตัวนำอื่นอาจถูกตัดเช่นกัน การตัดพลาสม่ามักใช้ในร้านผลิตและเชื่อมการซ่อมและบูรณะยานยนต์การก่อสร้างทางอุตสาหกรรมการกอบกู้และการทิ้ง ด้วยความเร็วสูงการตัดที่แม่นยำรวมกับการใช้งานที่มีต้นทุนต่ำการตัดพลาสม่าจึงเห็นการใช้งานที่แพร่หลายจากการใช้งาน CNC อุตสาหกรรมขนาดใหญ่จนถึงร้านค้างานอดิเรกขนาดเล็ก
กระบวนการ:
กระบวนการตัดพลาสม่าขั้นพื้นฐานเกี่ยวข้องกับการสร้างช่องทางไฟฟ้าของก๊าซไอออไนซ์เช่นพลาสม่าจากเครื่องตัดพลาสม่าเองผ่านชิ้นงานที่จะทำการตัดซึ่งจะสร้างวงจรไฟฟ้าที่สมบูรณ์ สิ่งนี้สามารถทำได้โดยแก๊สอัด (ออกซิเจน, อากาศ, ความเฉื่อยและอื่น ๆ ขึ้นอยู่กับวัสดุที่ถูกตัด) ซึ่งจะถูกเป่าผ่านหัวฉีดที่มุ่งเน้นด้วยความเร็วสูงไปยังชิ้นงาน อาร์คไฟฟ้าจะเกิดขึ้นภายในก๊าซระหว่างอิเล็กโทรดใกล้หรือรวมเข้ากับหัวฉีดแก๊สและชิ้นงานเอง อาร์คไฟฟ้านั้นทำให้เกิดก๊าซไอออนิกบางส่วนดังนั้นจึงสร้างช่องทางนำไฟฟ้าของพลาสมา เมื่อกระแสไฟฟ้าจากหัวตัดลงไปในพลาสมามันจะให้ความร้อนเพียงพอที่จะละลายผ่านชิ้นงาน ในเวลาเดียวกันพลาสมาความเร็วสูงและก๊าซอัดจะระเบิดโลหะหลอมเหลวที่ร้อนออกไปซึ่งจะแยกเช่นตัดผ่านชิ้นงาน
การตัดพลาสม่าเป็นวิธีที่มีประสิทธิภาพในการตัดวัสดุที่บางและหนาเหมือนกัน คบเพลิงมือถือสามารถตัดแผ่นเหล็กหนาได้ถึง 38 มม. และไฟฉายที่ควบคุมด้วยคอมพิวเตอร์ได้ดีกว่าสามารถตัดเหล็กหนาได้ถึง 150 มม. [1] เนื่องจากเครื่องตัดพลาสม่าผลิต "กรวย" ที่ร้อนและมีการแปลเป็นภาษาท้องถิ่นอย่างมากดังนั้นจึงมีประโยชน์อย่างมากสำหรับการตัดแผ่นโลหะในรูปทรงโค้งหรือมุม
ความปลอดภัย:
การป้องกันดวงตาที่เหมาะสม (แต่ไม่ใช่แว่นตาเชื่อมก๊าซเพราะสิ่งเหล่านี้ไม่ได้ให้การป้องกันรังสี UV) และจำเป็นต้องมีเครื่องป้องกันใบหน้าเพื่อป้องกันความเสียหายตาที่เรียกว่าอาร์คตาเช่นเดียวกับความเสียหายจากเศษเล็กเศษน้อยตามการเชื่อมอาร์ค ขอแนะนำให้ใช้แว่นนิรภัยเลนส์สีเขียว # 8 หรือ # 9 สำหรับตัดเพื่อป้องกันเรตินาไม่ให้ "ประกาย" หรือไหม้ OSHA แนะนำให้เฉดที่ 8 สำหรับ Arc Current น้อยกว่า 300 แต่สังเกตว่า "ค่าเหล่านี้ใช้ในกรณีที่เห็นส่วนโค้งจริงอย่างชัดเจนประสบการณ์แสดงให้เห็นว่าฟิลเตอร์ที่เบากว่าอาจถูกใช้เมื่ออาร์คถูกซ่อนโดยชิ้นงาน"
ขอแนะนำให้ใช้ถุงมือหนังผ้ากันเปื้อนและแจ็คเก็ตเพื่อป้องกันการไหม้จากประกายไฟและเศษซาก

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!