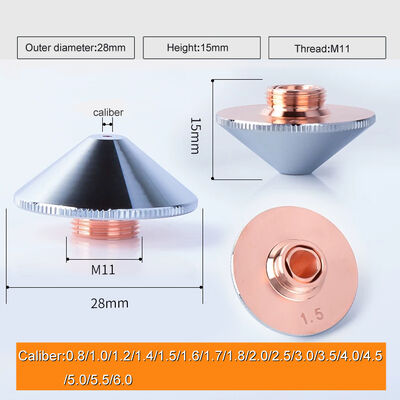
Kjellberg อุปกรณ์เสริมพลาสม่า. 11.848.201.1628 G3028 สำหรับ Kjellberg พลาสม่าตัดหัวฉีดหมวก อิเล็กโทรด: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G015, G052, G042 เป็นต้น
หัวฉีด: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R209, S20, S20, X, S25, XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXa S012X, S2112X, S2114X, S2116X, T2115, T2120, T1225, T2130, G21, G21, G21, G2110Y, G2010Y, G2011Y, G2011Y, G2110Y, G2110Y, G2110Y, G2110Y, G1810Y G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y
บริษัท เทคโนโลยีการเชื่อมและตัด Shanghai ZhouBo สามารถนำเสนอเครื่องอุปโภคบริโภคพลาสม่าทั้งหมดสำหรับ hyptertherm, Kjellberg, Esab, Koike, Komatsu, Thermadyne เช่น: อิเล็กโทรด, หัวฉีด, โล่, แหวนหมุนวน, ฝาครอบด้านใน, ท่อน้ำ, ร่างกายไฟฉายและ เป็นต้น
| เครื่อง | เลขที่ HEC | ไม่มีเลย | เลขที่อ้างอิง | ลักษณะ |
Hifocus 280i
Hifocus 360i
Hifocus 440i
(เหล็กกล้าคาร์บอน)
| K94211 | G901Y | .11.848.201.142 | ท่อระบายความร้อน |
| K94212 | G902Y | .11.852.201.142 | ท่อระบายความร้อน |
| K94241 | G931Y | .11.848.401.142 | ท่อระบายความร้อน |
| K0402 | G002Y | .11.848.221.300 | แคโทด O2 |
| K0105 | G015Y | .11.848.231.350 | แคโทด O2 |
| K0101 | G011Y | .11.848.231.320 | แคโทด O2 |
| K0106 | G016Y | .11.848.231.360 | แคโทด O2 |
| K0402 | G092Y | .11.848.401.310 | แคโทด O2 |
| K7441 | G101 | .11.848.221.145 | คู่มือแก๊ส |
| K1466 | G2006 | .11.848.221.406 | หัวฉีด O2 25A |
| K1467 | G2007 | .11.848.221.407 | หัวฉีด O2 35A |
| K54124 | G3004 | .11.848.201.1604 | หมวกหัวฉีด |
| K641515 | G4015 | .11.848.201.1515 | ฝาครอบหมุนวนแก๊ส |
| K641220 | G4020 | .11.848.201.1520 | ฝาครอบหมุนวนแก๊ส |
| K44191 | G501 | .11.848.201.081 | ฝาครอบป้องกัน |
| K0403 | G003Y | .11.848.221.310 | Gathode -O2 |
| K7442 | G102 | .11.848.221.146 | คู่มือแก๊ส |
| K1468 | G2008 | .11.848.221.408 | หัวฉีด O2 50A |
| K14610 | G2010 | .11.848.221.410 | หัวฉีด O2 80A |
| K14612 | G2012 | .11.848.221.412 | หัวฉีด O2 120A |
| K14614 | G2014 | .11.848.221.414 | หัวฉีด O2 160A |
| K14616 | G2016Y | .11.848.221.416 | หัวฉีด O2 200A |
| K541228 | G3028 | .11.848.201.1628 | หมวกหัวฉีด |
| K641522 | G4022 | .11.848.201.1522 | ฝาครอบหมุนวนแก๊ส |
| K641525 | G4025 | .11.848.201.1525 | ฝาครอบหมุนวนแก๊ส |
| K641530 | G4030 | .11.848.201.1530 | ฝาครอบหมุนวนแก๊ส |
| K04242 | G032Y | .11.848.421.310 | แคโทด O2 |
| K04244 | G034Y | .11.848.421.330 | แคโทด O2 |
| K74251 | G121 | .11.848.421.145 | คู่มือแก๊ส |
| K14826 | G2326Y | .11.848.421.426 | หัวฉีด O2 280A |
| K14830 | G2330Y | .11.848.421.430 | หัวฉีด O2 360A |
| K14831 | G2331Y | .11.848.421.431 | หัวฉีด -O2-400A |
| K541409 | G3209 | .11.848.401.1609 | หมวกหัวฉีด |
| K541419 | G3219 | .11.848.401.1619 | หมวกหัวฉีด |
| K541429 | G3229 | .11.848.401.1629 | หมวกหัวฉีด |
| K641745 | G4345 | .11.848.401.1545 | ฝาครอบหมุนวนแก๊ส |
| K641750 | G4350 | .11.848.401.1550 | ฝาครอบหมุนวนแก๊ส |
| K641755 | G4355 | .11.848.401.1555 | ฝาครอบหมุนวนแก๊ส |
การสนับสนุนทางเทคนิค:
ปัจจัยหลักที่นำไปสู่การสูญเสียอย่างรุนแรงของเหล็กและวัสดุสิ้นเปลือง
เปลวไฟซีเอ็นซีและเครื่องตัดพลาสม่าที่จุดเริ่มต้นของผู้ประกอบการอุตสาหกรรมจำนวนมากผู้ผลิตเครื่องตัดซีเอ็นซีในการผลิตการออกแบบเครื่องมือเครื่องซีเอ็นซีและระดับการผลิตค่อยๆเป็นผู้ใหญ่และมีเสถียรภาพ แต่ในโครงสร้างฮาร์ดแวร์เครื่องตัดซีเอ็นซีและระดับการผลิตในสถานการณ์เดียวกันหรือคล้ายกันเนื่องจากการขาดเทคโนโลยีซอฟต์แวร์ตัด NC, NC เครื่องตัดใช้ในการใช้เป็นเรื่องธรรมดาในกระบวนการตัดประสิทธิภาพการผลิตต่ำเหล็กและวัสดุ ขยะเป็นปัญหาร้ายแรงประสิทธิภาพการทำงานเฉพาะในด้านต่อไปนี้:
1. ระบบควบคุมเชิงตัวเลขไม่เสถียร: ผู้ใช้ในการซื้อเครื่องตัดซีเอ็นซีเลือกระบบซีเอ็นซี, สุ่มสี่สุ่มห้าไล่ตามคอมพิวเตอร์สูงการกำหนดค่าสูง, การเลือกระบบ windows, CPU ความถี่สูงและฮาร์ดดิสก์, ละเว้นความมั่นคงของระบบควบคุมเชิงตัวเลขที่ใช้ ในอุตสาหกรรม เนื่องจากซีพียูความถี่สูงและพลังงานฮาร์ดดิสก์ค่าความร้อนสูงโดยเฉพาะอย่างยิ่งในฤดูร้อนระบบซีเอ็นซีความร้อนสูงเกินไปภายในทำให้ระบบ CNC และเครื่องตัดไม่ทำงานจึงต้องใช้ระบบควบคุมเชิงตัวเลขสำหรับการระบายความร้อนพัดลมอุตสาหกรรม นอกจากนี้ CPU ความถี่สูงจะต้องติดตั้งพัดลมและพัดลมเป็นเรื่องง่ายที่จะสวมใส่และฉีกชีวิต จำกัด ได้อย่างง่ายดายนำไปสู่ความเสียหายของ CPU และเมนบอร์ดเมนบอร์ดความเสียหายการสั่นสะเทือนของฮาร์ดดิสก์ในการติดตามและไวรัสติดเชื้อจะทำให้เกิดความไม่แน่นอน ระบบ NC นำไปสู่การลดความเมื่อยล้าการผลิต
2. โดยไม่ต้องใช้ซอฟแวร์การทำรัง: ในการซื้อเครื่องตัด CNC ไม่ได้ซื้อซอฟต์แวร์เพิ่มประสิทธิภาพการทำรังเพียงใช้ซอฟต์แวร์ CAD และซอฟต์แวร์แปลง NC, การวาดภาพและไฟล์ตัด NC หรือเรียกว่าระบบ NC ในห้องสมุดชิ้นส่วน ในระบบ NC ของ DXF หรือ NC ทำรังกระบวนการคู่มือการตัดภายในเครื่องตัด CNC ส่วนใหญ่ในการเขียนโปรแกรมที่รอการซ้อนในสถานะว่างให้ลดการควบคุมเครื่องตัดตัวเลขประสิทธิภาพการผลิตเนื่องจากแผ่นเหล็กท้องถิ่น การตัดการผลิตวัสดุส่วนเกินจำนวนมากหรือเหล็กส่วนเกินเหล็กทำให้เกิดของเสียร้ายแรง

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!