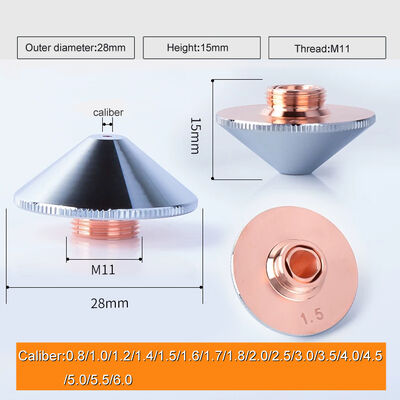
คีเจลเบิร์ก โซล11.848.421.431 G2331Y สําหรับ Kjellberg ปลาสมา Cutter ช่อง
เครื่องตัดพลาสมาของเคเยลเบิร์ก:HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i และอื่นๆ
เครื่อง Kjellberg : PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80, Fine Focus450, Fine Focus800, Fine Focus900 และอื่นๆ
อิเล็กทรอนด์: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 และอื่นๆ
ช่องออก: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X, S2016X, S2514X, S2516X, S2518X, S012XS2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G2006Y, G2207Y, G2008Y, G2009Y, G2010Y, G2011Y, G2012Y, G2014Y, G2016Y, G2326Y, G2330Y, G2331Y, G2514Y, G2516Y, G2518Y,G2725Y, G2727Y, G2729Y
บริษัทเทคโนโลยีการปั่นและการตัดซานไฮโจบูสามารถนําเสนอคุณทุกพัสดุที่ใช้จ่ายพลาสมาสําหรับ, Kjellberg, Esab, Koike, Komatsu, Thermadyne, เช่น: อิเล็กทรอ๊ด, ช่องฉีด, ปราง, แหวนหมุน, หมวกภายใน, หมวกยึด, ท่อน้ํา, ตู้เทียนและอื่น ๆ
| เครื่อง |
HEC ไม่ |
ม้าลายไม่ |
ผู้พิพากษาไม่ |
คําอธิบาย |
|
ไฮโฟกัส 280i
ไฮโฟกัส 360i
ไฮโฟกัส 440i
(เหล็กคาร์บอน)
|
K94211 |
G901Y |
.11.848.201.142 |
ท่อเย็น |
| K94212 |
G902Y |
.11.852.201.142 |
ท่อเย็น |
| K94241 |
G931Y |
.11.848.401.142 |
ท่อเย็น |
| K0402 |
G002Y |
.11.848.221.300 |
คาโทด O2 |
| K0105 |
G015Y |
.11.848.231.350 |
คาโทด O2 |
| K0101 |
G011Y |
.11.848.231.320 |
คาโทด O2 |
| K0106 |
G016Y |
.11.848.231.360 |
คาโทด O2 |
| K0402 |
G092Y |
.11.848.401.310 |
คาโทด O2 |
| K7441 |
G101 |
.11.848.221.145 |
การนําแก๊ส |
| K1466 |
G2006 |
.11.848.221.406 |
ช่อง O2 25A |
| K1467 |
G2007 |
.11.848.221.407 |
ช่อง O2 35A |
| K54124 |
G3004 |
.11.848.201.1604 |
หมวกกระปุก |
| K641515 |
G4015 |
.11.848.201.1515 |
หมุนหมุนหมุน |
| K641220 |
G4020 |
.11.848.201.1520 |
หมุนหมุนหมุน |
| K44191 |
G501 |
.11.848.201.081 |
หมวกป้องกัน |
| K0403 |
G003Y |
.11.848.221.310 |
Gathode -O2 |
| K7442 |
G102 |
.11.848.221.146 |
การนําแก๊ส |
| K1468 |
G2008 |
.11.848.221.408 |
ช่อง O2 50A |
| K14610 |
G2010 |
.11.848.221.410 |
ช่อง O2 80A |
| K14612 |
G2012 |
.11.848.221.412 |
ช่อง O2 120A |
| K14614 |
G2014 |
.11.848.221.414 |
ช่อง O2 160A |
| K14616 |
G2016Y |
.11.848.221.416 |
ช่อง O2 200A |
| K541228 |
G3028 |
.11.848.201.1628 |
หมวกกระปุก |
| K641522 |
G4022 |
.11.848.201.1522 |
หมุนหมุนหมุน |
| K641525 |
G4025 |
.11.848.201.1525 |
หมุนหมุนหมุน |
| K641530 |
G4030 |
.11.848.201.1530 |
หมุนหมุนหมุน |
| K04242 |
G032Y |
.11.848.421.310 |
คาโทด O2 |
| K04244 |
G034Y |
.11.848.421.330 |
คาโทด O2 |
| K74251 |
G121 |
.11.848.421.145 |
การนําแก๊ส |
| K14826 |
G2326Y |
.11.848.421.426 |
ช่อง O2 280A |
| K14830 |
G2330Y |
.11.848.421.430 |
ช่อง O2 360A |
| K14831 |
G2331Y |
.11.848.421.431 |
ช่อง -O2-400A |
| K541409 |
G3209 |
.11.848.401.1609 |
หมวกกระปุก |
| K541419 |
G3219 |
.11.848.401.1619 |
หมวกกระปุก |
| K541429 |
G3229 |
.11.848.401.1629 |
หมวกกระปุก |
| K641745 |
G4345 |
.11.848.401.1545 |
หมุนหมุนหมุน |
| K641750 |
G4350 |
.11.848.401.1550 |
หมุนหมุนหมุน |
| K641755 |
G4355 |
.11.848.401.1555 |
หมุนหมุนหมุน |
การสนับสนุนทางเทคนิค
ปัจจัยหลักที่นําไปสู่การเสียเหล็กและอุปกรณ์อย่างหนัก
เครื่องตัดเพลิงและพลาสมา CNC ในตอนเริ่มต้นของจํานวนมากของบริษัทอุตสาหกรรมผู้ผลิตเครื่องตัด CNC ในการผลิตเครื่องมือ CNC การออกแบบและการผลิตระดับค่อย ๆ ปรับปรุงและมั่นคงแต่ในเครื่องตัด CNC โครงสร้างฮาร์ดแวร์และระดับการผลิตของสถานการณ์เดียวกันหรือคล้ายกัน เนื่องจากขาดเทคโนโลยีซอฟต์แวร์การตัด NCNC เครื่องตัดที่ใช้กันทั่วไปในกระบวนการการตัดประสิทธิภาพการผลิตต่ําการประยุกต์ใช้ของเหล็กและวัสดุเป็นปัญหาใหญ่
1. ระบบควบคุมจํานวนไม่มั่นคง: ผู้ใช้ในการซื้อของเครื่องตัด CNC การเลือกระบบ CNCCPU ความถี่สูงและฮาร์ดดิสก์เนื่องจาก CPU ความถี่สูงและพลังงานของฮาร์ดดิสก์ ค่าน้ําหนักสูง โดยเฉพาะในช่วงฤดูร้อนระบบ CNC ความร้อนภายในเกิน, ส่งผลให้ระบบ CNC และเครื่องตัดไม่ได้ทํางาน, ต้องใช้ระบบควบคุมจํานวนสําหรับการเย็นพัดลมอุตสาหกรรม. นอกจากนี้ CPU ความถี่สูงจะต้องมีพัดลม,และพัดลมจะใช้ได้ง่าย, มีอายุการใช้งานจํากัด, ง่ายที่จะนําไปสู่ CPU และ motherboard ความเสียหาย, การสั่นสะเทือนของฮาร์ดดิสก์ความเสียหายที่ร่องรอยและไวรัสติดเชื้อจะทําให้ความไม่มั่นคงของระบบ NC,ทําให้การผลิตหยุดยั้ง.
2. โดยไม่ต้องใช้โปรแกรม nesting: ในการซื้อเครื่องตัด CNC ไม่ซื้อโปรแกรมการปรับปรุง nesting เพียงการใช้โปรแกรม CAD และโปรแกรมการแปลง NCภาพวาดและไฟล์ตัด NC, หรือเรียกว่าระบบ NC ในห้องสมุดชิ้นส่วน, ในระบบ NC ของ DXF หรือ NC ไฟล์การใช้งานกระบวนการ nesting, การตัดท้องถิ่น,เครื่องตัด CNC ส่วนใหญ่ของเวลาในการรอการเขียนโปรแกรม nesting ในรัฐที่ว่าง, ลดลงอย่างมากประสิทธิภาพการผลิตของเครื่องตัด CNC, อีกด้วยเนื่องจากการตัดแผ่นเหล็กในท้องถิ่น, ผลิตจํานวนมากของวัสดุส่วนเกินหรือเหล็กส่วนเกิน,เหล็กนําไปสู่ขยะที่ร้ายแรง.

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!