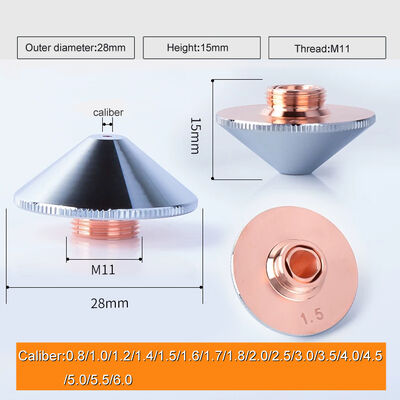
HT4400 สายวงเวียน 120792 สายวงเวียนเครื่องตัดพลาสมา สายวงเวียนเครื่องพลาสมา
FAQ:
Q1: ฉันสามารถได้รับตัวอย่างฟรีเพื่อตรวจสอบคุณภาพได้หรือไม่?
ตอบ: แน่นอน เราสามารถนําเสนอตัวอย่างฟรี แต่คุณจําเป็นต้องรับค่าใช้จ่ายด่วนด้วยตัวเอง
Q2: ฉันสามารถจ่ายค่าบริการผู้ขนส่งได้หรือไม่
ตอบ: ครับ คุณสามารถจ่ายค่าบริการด่วน หรือบัญชีของคุณโอเค
Q3: ฉันสามารถเพิ่มเครื่องหมายการค้าของฉันบนผลิตภัณฑ์ของฉัน?
ตอบ: ครับ เราต้องการใบรับรองการใช้งานของคุณ

| เครื่อง |
HEC ไม่ |
ผู้ตัดสินไม่ |
คําอธิบาย |
|
HT4400
|
H04785 |
120785 |
อิเล็กตรอด ไอน้ําออกซิเจน 100 แอมเปอร์ |
| H04793 |
120793 |
อิเล็กตรอด ไอน้ําออกซิเจน 200 แอมเปอร์ |
| H04802 |
120802 |
อิเล็กตรอด ไอน้ําออกซิเจน 300 แอมเปอร์ |
| H04810 |
120810 |
อิเล็กทรอด ไอน้ําออกซิเจน 400 แอมเปอร์ |
| H04855 |
120855 |
อิเล็กทรอด ไนโตรเจน 200/400 แอมเปอร์ |
| H74783 |
120783 |
สเวอร์ล ริง,ออกซิเจน, 100 แอมเปอร์ |
| H74784 |
120784 |
สเวอร์ล ริง,ออกซิเจน, 100 แอมเปอร์, CCW |
| H74791 |
120791 |
สเวอร์ล ริง,ออกซิเจน, 200 แอมเปอร์ |
| H74792 |
120792 |
วงกลมวงกลม,ออกซิเจน, 200 แอมเปอร์, CCW |
| H74913 |
120913 |
วงกลมวงกลม,ออกซิเจน, 300 แอมเปอร์ |
| H74914 |
120914 |
วงกลมวงแหวน,ออกซิเจน, 300 แอมเปอร์, CCW |
| H74939 |
120939 |
วงกลมวงกลม,ออกซิเจน, 400 แอมเปอร์ |
| H74940 |
120940 |
สเวอร์ล ริง,ออกซิเจน, 400 แอมเปอร์, CCW |
| H74853 |
120853 |
วงกลมวงแหวน ไนโตรเจน 200/400 แอมเปอร์ |
| H14777 |
120777 |
ช่องออกซิเจน 100 แอมเปอร์ |
| H14778 |
120778 |
ช่องออกซิเจน 100 แอมเปอร์ CCW |
| H14787 |
120787 |
กล่องออกซิเจน 200 แอมเปอร์ |
| H14788 |
120788 |
ช่องออกซิเจน 200 แอมเปอร์ CCW |
| H14794 |
120794 |
ช่องออกซิเจน 300/ไนโตรเจน 200 แอมเปอร์ |
| H14795 |
120795 |
ช่องออกซิเจน 300/ไนโตรเจน 200Amp, CCW |
| H14934 |
120934 |
กล่องออกซิเจน 400 แอมเปอร์ |
| H14935 |
120935 |
ช่องออกซิเจน 400 แอมเปอร์ CCW |
| H14856 |
120856 |
ช่องจมน้ํา ไนโตรเจน 400 แอมเปอร์ |
| H14857 |
120857 |
ช่องจมน้ํา ไนโตรเจน 400 แอมเปอร์ CCW |
| H44786 |
120786 |
ปริมาตรการจํากัด 100/200/300/400amp |
| H44907 |
120907 |
ปริมาตรการรักษา 100/200/300/400Amp กับ HIS Tab |
| H44786 |
120786 |
ปริมาตรการจํากัด 100/200/300/400amp |
| H44984 |
120984 |
ปริมาตรการเก็บรักษา 100/200/300/400Amp ใต้น้ํา |
| H84651 |
120651 |
หน่วยส่วนใหญ่ของเทียน |
| H94025 |
120025 |
ท่อเย็นน้ํา |
| H94028 |
044028 |
O-ring |
|
HT 4001
|
H04285 |
020285 |
อิเล็กตรอด N2 |
| H04663 |
020663 |
อิเล็กทรอด ไอน้ําออกซิเจน 260 แอมเปอร์ |
| H04630 |
120630 |
อิเล็กตรอด ไอน้ําออกซิเจน 340 แอมเปอร์ |
| H74039 |
020039 |
Swirl Ring,N2,120/166/187 |
| H74040 |
020040 |
Swirl Ring,N2 |
| H74623 |
020623 |
สเวอร์ล ริง,ออกซิเจน |
| H74135 |
120135 |
วงกลมวงแหวน,ออกซิเจน,340Amp |
| H14281 |
020281 |
ช่องน้ํา N2 |
| H14282 |
020282 |
ช่องน้ํา N2 |
| H14283 |
020283 |
ช่องน้ํา N2 |
| H14284 |
020284 |
ช่องน้ํา N2 |
| H14086 |
020086 |
น้ํายาออกซิเจน |
| H44580 |
020580 |
ปริมาตรการรักษา N2 |
| สารสกัด |
020579 |
ปริมาตรการรักษา |
| H44185 |
120185 |
ปิดปริมาณออกซิเจน 50 แอมเปอร์ |
การสนับสนุนทางเทคนิค
A
สาระของเครื่องตัดพลาสมาที่ต้องการความสนใจ
การเลือกพารามิเตอร์การตัดของเครื่องตัดพลาสมา CNC เป็นสิ่งสําคัญมากสําหรับคุณภาพการตัด ความเร็วการตัดและประสิทธิภาพการใช้งานที่ถูกต้องของเครื่องพลาสมา CNC สําหรับการตัดเร็วที่มีคุณภาพสูง, ปารามิเตอร์กระบวนการตัดต้องเข้าใจและ mastered อย่างลึก
อันดับแรก, การตัดกระแส: มันเป็นปริมาตรการกระบวนการตัดที่สําคัญที่สุด, ตัดการโดยตรงความหนาและความเร็วการตัด, หมายถึงความสามารถในการตัดการเพิ่มพลังงานของเส้นโค้ง, ความสามารถการตัด, ความเร็วการตัดเพิ่มขึ้น; 2, การตัดปัจจุบันเพิ่มขึ้น, เพิ่มกว้างของเส้นโค้งโค้งแปรการตัดปัจจุบันทูตไปยังจมน้ําเพิ่มความหน่วงร้อน, การบาดเจ็บก่อนกําหนดของกระบอก, การตัดคุณภาพของการลดลงธรรมชาติ, ไม่สามารถตัดปกติ.ดังนั้นกระแสการตัดและจุ้ยที่ตรงกันควรได้รับการเลือกตามความหนาของวัสดุก่อนการตัด.
สอง, ความเร็วการตัด: ระยะความเร็วการตัดที่ดีที่สุดตามอุปกรณ์แสดงเลือกหรือทดสอบเพื่อกําหนด, เนื่องจากความหนาของวัสดุ, วัสดุที่แตกต่างกัน,ความสามารถในการนําไฟและการละลาย ความเครียดบนผิว และปัจจัยอื่น ๆ, ความเร็วการตัดยังมีการเปลี่ยนแปลงที่สอดคล้อง. ผลงานหลัก: 1, ความเร็วการตัดสามารถปรับปรุงเพื่อปรับปรุงคุณภาพของการตัด, นั่นคือการตัดแคบเล็กน้อย,พื้นผิวตัดเรียบกว่า, และสามารถลดความบิดเบือน. 2, ความเร็วการตัดเร็วเกินไปที่การตัดพลังงานสายต่ํากว่าค่าที่ต้องการ,ตัดเย็บในเจ็ทไม่สามารถหลอมหลอมหลอมหลอมหลอมหลอมหลอมหลอมทันทีและการสร้างแรงกัดที่ใหญ่3, เมื่อความเร็วการตัดต่ําเกินไปเพราะการตัดเป็นแอนโดวงจรพลาสมาเพื่อรักษาความมั่นคงของเส้นโค้ง, จุด anode หรือภูมิภาค anode ต้องจากการตัดอาร์คล่าสุดเย็บพบใกล้กับสถานที่ปัจจุบันการนํา, ในเวลาเดียวกันจะผ่านความร้อนมากขึ้นไปยังเจ็ท radial, ดังนั้นทําให้การตัดกลายเป็นกว้าง,ด้านทั้งสองด้านของช่องของวัสดุหลอมในด้านล่าง flange การรวมและการตอง, รูปแบบไม่ง่ายที่จะทําความสะอาดของ slag แขวน, และขอบตัดเนื่องจากการทําความร้อนและการละลายและการสร้าง filet มากเกินไปอาร์คจะทําให้มันออกเห็นได้เลยว่าคุณภาพการตัดที่ดีและความเร็วการตัดไม่สามารถแยก

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!